


Spolupráce, která přináší výsledky
10. 3. 2026
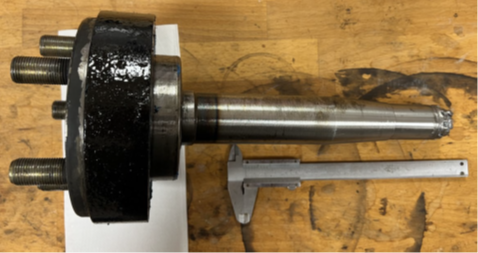
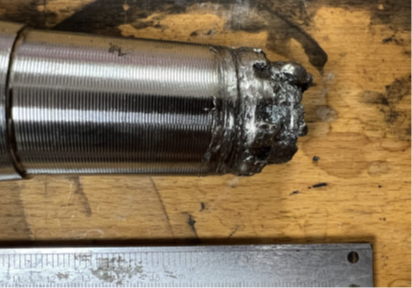
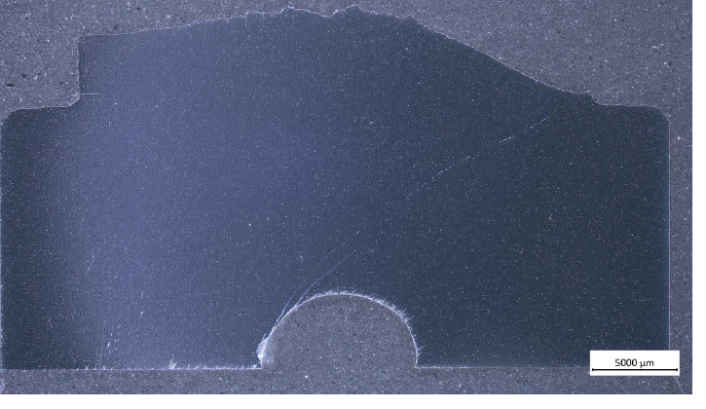
TEMBO BRAND s.r.o.
Před řešením ve firmě chybělo:
Jasná odpověď, proč praskla relativně nová hřídel z nakladače už po cca 90 hodinách provozu.
Jistota, zda jde o chybu zákazníka (provoz), nebo dodavatele / výroby hřídele.
Podklad pro rozhodnutí, kdo nese odpovědnost a jak postupovat dál.
Co jsme nabídli:
Metalografické šetření dodaného vzorku hřídele.
Analýzu složení / identifikaci materiálu.
Měření tvrdosti (Vickers).
Pokusné tepelné zpracování pro odhad původní výrobní technologie a porovnání vlastností.
Co firma získala:
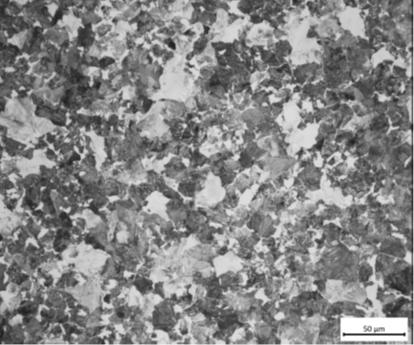
Potvrzení, že hřídel byla vyrobena z oceli odpovídající typu 41Cr4 (1.7035).
Zjištění, že materiál byl pouze měkce vyžíhán (kvůli obrobitelnosti), ale neproběhlo zušlechtění (kalení + popouštění).
Jasný závěr: hřídel měla nedostatečnou pevnost, byla poddimenzovaná pro dané namáhání — a to vedlo k předčasnému lomu.
Srozumitelný odborný podklad pro komunikaci s dodavatelem a další technické rozhodování.
HD Technologies
Před řešením ve firmě chybělo:
Jasná odpověď, proč dochází k předčasnému praskání/lámání obráběcích nástrojů (vrták/fréza) při obrábění okenních rámů.
Důkaz, zda je problém v materiálu, ve výrobě nástroje, nebo v procesu ostření / přípravy povrchu.
Konkrétní doporučení, jak rychle zabránit opakování a snížit zmetkovitost i náklady.
Co jsme nabídli:
Procesní analýzu a rychlé zmapování možných příčin praskání v jednotlivých výrobních etapách.
Detailní materiálovou charakterizaci (složení, struktura, fraktografie, kontrola povrchové vrstvy).
Vyhodnocení stavu povlaku a rozhraní + hledání iniciátorů trhlin v povrchové oblasti.
Návrh praktických opatření a doporučení pro další kroky ve výrobě.
Co firma získala:
Identifikaci nejpravděpodobnější kořenové příčiny: hrubé broušení/edge-prep bez dostatečného chlazení, které vedlo k mikrotrhlinám a oslabení povrchové vrstvy.
Potvrzení, že bulk materiál je v pořádku – problém nevzniká ve slinování/práškové metalurgii, ale v následných výrobních operacích.
Sadu konkrétních doporučení pro rychlou nápravu:
Procesní audit ostření (zrnitost a dresing kotouče, přítlak, chlazení, homogenita honingu/radiusu)
Úpravu parametrů (jemnější diamant, vyšší průtok chladiva, nižší síly a rychlosti)
Omezení agresivní předúpravy před PVD (zejména „Co-etch“, případně nahrazení šetrnější alternativou)
Zvážení změny povrchové vrstvy: TiN nahradit DLC/CrN pro danou aplikaci
Výsledek, který dává smysl i ekonomicky: méně lomů, stabilnější proces a delší životnost nástrojů

RETOS VARNSDORF
Co ve firmě chybělo
Jistota, proč dochází k opakovanému praskání čepu v manipulátoru.
Přesná identifikace příčiny poruchy a místa vzniku lomu.
Podklad pro rozhodnutí, zda je problém v materiálu, tepelném zpracování, nebo v provozním zatížení.
Co jsme nabídli
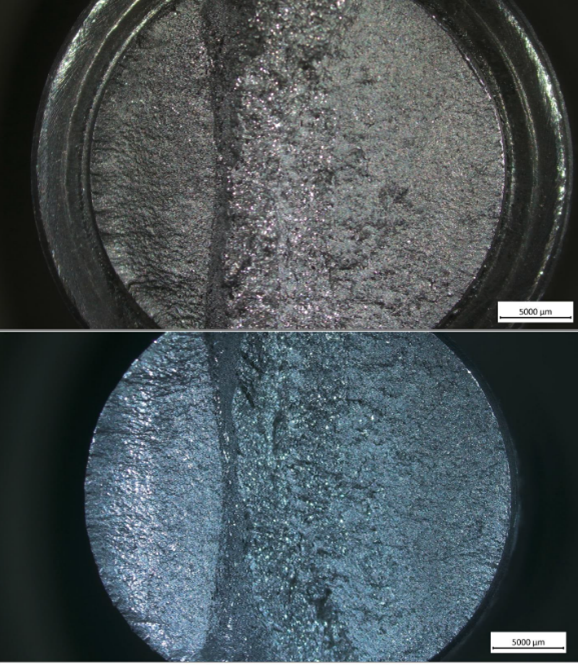
Detailní fraktografickou analýzu lomové plochy.
Metalografické posouzení struktury materiálu a kontrolu tepelného zpracování.
EBSD a EDS analýzu pro ověření struktury a chemického složení.
Odbornou interpretaci výsledků a návrh preventivních opatření pro omezení dalších poruch.
Co firma získala
Jasné vysvětlení mechanismu porušení čepu.
Potvrzení, že materiál i tepelné zpracování odpovídaly požadavkům.
Odhalení skutečné příčiny selhání v podobě mikroohybů způsobených nedostatečným dotažením a nepřesným dosednutím čepu.
Konkrétní doporučení pro montáž a provoz, která pomohou snížit riziko opakování poruchy a prodloužit životnost mechanismu.


.jpeg)

.jpeg)
.png)


.jpeg)
.png)
.png)
